製造方法
施工現場での胴縁の施工は、従来胴縁と同じ作業(中ボルトによる締結)です。
エコザックの製造
製造方法
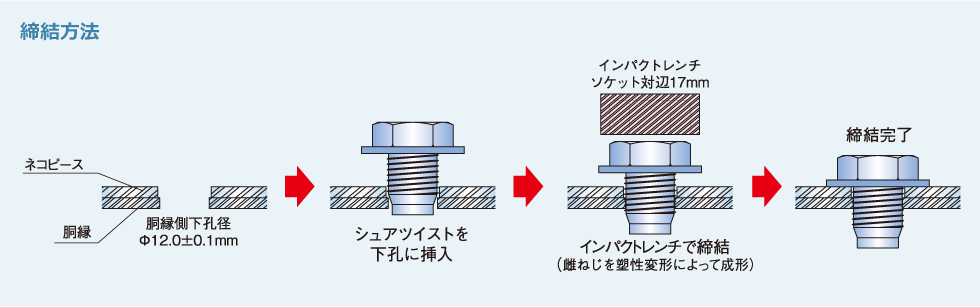
- ①ネコピ一スとシュアツイスト首下フランジ座面が平行で肌隙がないことを確認します。
- ②校正された推奨工具(または同等品)を用いて締結します。
- ③座面が着座してから工具の打撃が2~3回動作し自動停止した段階で締結完了です。
下孔径
SB1250DB Φ12.0±0.1mm
推奨工具
パナソニック製インパクトレンチ品番EZFLA6J またはEYFMA1J同等品
締付トルク
板厚2.3mm 26~53N・m(適正トルクの目安30N・m)
板厚3.2mm 40~78N・m(適正トルクの目安50N・m)
板厚3.2mm 40~78N・m(適正トルクの目安50N・m)
ネコピースの取付け
-
①ネコピースをセット

-
②インパクトドライバで締め付け

-
③一本目は仮止めしておく
-
④二本目を締め付ける

-
⑤一本目を締め付ける

-
⑥締め付け完了

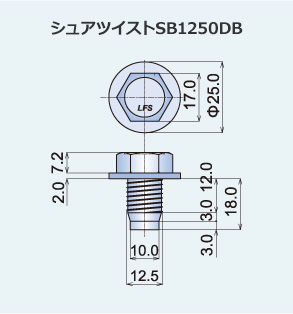
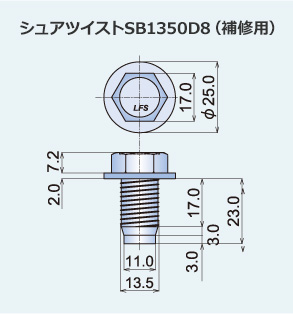
エコザック用シュアツイスト仕様
SB1250DB (補修用SB1350DB)
ねじ山径…Φ12.5mm(Φ13.5mm)
下孔径…Φ12.0±0.1mm(Φ13.0±0.1mm)
材質…SWCH20K(JIS G 3057 冷間圧造用木炭鋼)
表面処理…高耐食性表面処理 ディスゴリンタス
六角頭部…対辺17mm
ねじ山径…Φ12.5mm(Φ13.5mm)
下孔径…Φ12.0±0.1mm(Φ13.0±0.1mm)
材質…SWCH20K(JIS G 3057 冷間圧造用木炭鋼)
表面処理…高耐食性表面処理 ディスゴリンタス
六角頭部…対辺17mm